Welcome to Mana Precast



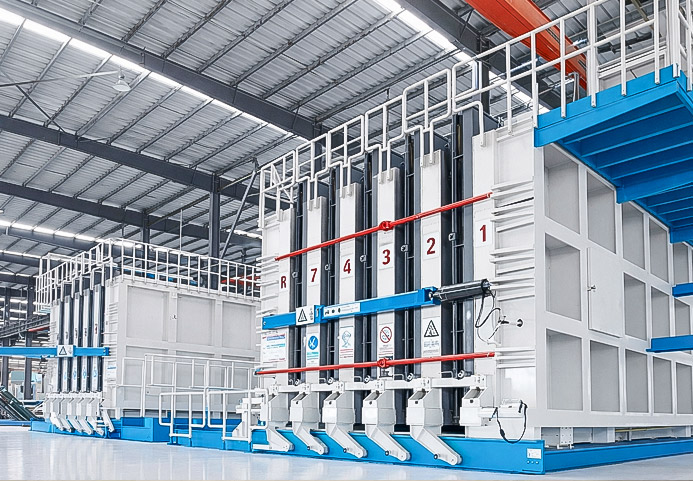
Vertical Mould Wall Panel Production Line
- High forming accuracy
- Enhanced production speed
- Superior surface finish
| Parameter | Value |
|---|---|
| Annual Capacity | 10,000 – 100,000 m³/year |
| Maximum Wall Panel Size (L×W×T) | 6000 × 3000 × (100–350) mm |
| Curing Method | Curing room (radiator) |
| Automation Level | Semi-automatic |
| Dimensional Tolerance | ±1 mm / m |
| Surface Flatness | ±1.5 mm / 3m |
| Technical Support | Global on-site or remote guidance |
The battery mould production line utilises modular battery mould technology for the industrial production of precast wall panels. By combining battery moulds with T-shaped sub-moulds, this combination significantly improves production efficiency.
Panel Specifications
This production line is primarily used for manufacturing precast concrete panels with the following specifications:
Width: ≤ 3000 mm
Length: ≤ 6000 mm
Thickness: ≤ 350 mm
Types: Solid panels, hollow panels, and composite panels
Equipment Environmental Requirements
Power supply: 380V ±10%, 50Hz ±1%; 220V ±10%, 50Hz
Working temperature: -10°C to 70°C
Working humidity: ≤ 80%
Key Equipment
Battery mould: Leak-proof, high-rigidity technology, capable of forming 4 panels per mould
T-shaped Sub-mould: Offers structural support for panels during the production process
Concrete spreader: Provides controllable concrete distribution
Forming system: Enables forming on the upper surface of the wall panels
Pusher: Combines panel removal and mould cleaning functions
Plate carrier: Receives the T-shaped frame after moulding
Main Equipment Configuration
Battery moulds: 4-8 units
T-shaped Sub-moulds: 8-16 sets
Concrete spreader: 1 set
Pusher: 1 unit
Plate carrier: 1 unit
Mixing system: 1 set
Core pulling system: 1 set (optional, suitable for hollow wall panels)
Production Line Features
High Efficiency: Significantly improves production efficiency and reduces floor space.
Flexibility: Accurately forms wall panels with various geometric dimensions, allowing for flexible placement of doors and windows.
Diverse Products: Capable of producing composite insulated exterior wall panels, solid panels, and hollow panels.
Easy Operation: Equipment is easy to operate, maintain, and repair.
Corrosion Resistance: All exposed surfaces of equipment components are equipped with anti-corrosion and anti-rust measures.
High Automation: High degree of automation, saving labour and reducing labour intensity.
Production Process
Clean the mould.
Apply the release agent.
Place the liner, reinforcement cage, and embedded parts.
Close the mould.
Insert core pipes and complete preparatory procedures.
Pour concrete using a spreader and bucket conveyor.
Ensure initial setting reaches the required strength for core removal.
Pull out the core pipes using the core pulling machine or crane.
Ensure final setting reaches the strength for lifting the panel.
Demould and lift the panel onto a transport vehicle using a crane.